.
THERE ARE three
AREAS IN WHICH THE SENTINEL WILL BENEFIT YOUR OPERATION:
1
1. The SENTINEL eliminates boiler down time caused by
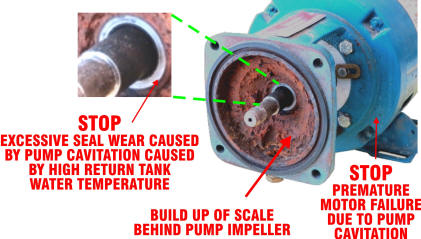
excessively hot water in the return tank. Water temperature in the return
tank is constantly monitored by the SENTINEL. When the water gets too hot
bubbles form in the return pump (cavitation) preventing the pump from
filling the boiler and the boiler then shuts down on a low water level
condition. The SENTINEL senses this excessive temperature rise and cools the
return tank water by metering in cool fresh water and warns the operator of
a possible problem; this prevents costly interruptions in production as well
as reducing unnecessary wear on return pumps.